Одно из важных отличий недорогого станка от станка, заслужившего добрую репутацию на рынке, при прочих равных ТТХ — наличие выверенных технологических таблиц и встроенного в систему ЧПУ «Автотехнолога», обеспечивающего задание режимов для каждого прохода резания.
Тем, кому выпало работать на недорогом станке, приходится самостоятельно подбирать режимы, вычислять офсеты, т.е. восполнять недоработки производителя.
Помощь в этом вопросе могут оказать технологические таблицы от производителей хороших станков при условии схожих или одиаковых схемотехнических решениях в «железе» станков.
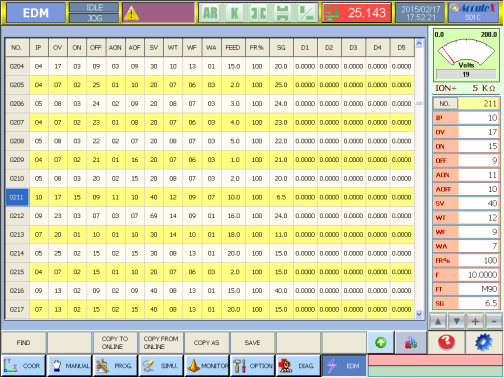
Прежде чем погрузиться в технологические таблицы от Accutex, следует прояснить назначение применяемых параметров.
(1) Номер технологического режима (No): Для выбора номера режима можно использовать кнопки + и – или ввести номер режима и нажать «Enter».
(2) Сила тока (IP): IP лежит в диапазоне 1~10. Обычно, IP=10 используется для черновой обработки, IP=9 для быстрого прохода и IP=1~8 для чистовой обработки.
3) Напряжение поджигающих импульсов (OV): Параметр OV задаёт напряжение поджигающих импульсов, что повышает стабильность обработки. Обычно, для заготовок большей толщины следует задавать большее значение OV. С ростом напряжения OV увеличивается искровой зазор, уменьшается вероятность обрыва проволоки.
4) Длительность импульса (ON): ON TIME определяет время разряда при нормальном процессе. Большее значение соответствует большей мощности разряда, что увеличивает скорость обработки, но, слишком большое значение ON TIME быстро приводит к обрыву электрода-проволоки.
5) Пауза между импульсами (OFF): OFF определяет длительность перерыва между разрядами. Большему значению соответствует больший временной промежуток между импульсами и скорость обработки уменьшается. Задание разумной величины параметра OFF TIME помогает стабилизировать процесс обработки, особенно при обработке тонких заготовок или если условия промыва неидеальны.
6) Длительность импульса в состоянии предотвращения короткого замыкания (AON): Параметр AON задаёт длительность «импульсов короткого замыкания». Подобно параметру ON, чем больше величина AON, тем выше энергия разряда и скорость обработки. В то же время слишком большое значение АON ведёт к обрывам электрода-проволоки. Как правило, величина параметра АON меньше величины параметра ON.
7) Пауза между импульсами в состоянии предотвращения короткого замыкания (AOFF): Время паузы между «импульсами короткими замыканиями». Подобно параметру OFF, большему значению соответствует больший временной промежуток между «импульсами короткого замыкания» и скорость обработки уменьшается. Задание разумной величины параметра АOFF помогает стабилизировать процесс обработки, особенно при обработке тонких заготовок или если условия промыва неидеальны.
8) Целевое напряжение в зазоре (SV): Параметр SV задаёт целевое значение напряжения при обработке. Чем меньше величина SV, тем больше скорость обработки. В то же время, при увеличении скорости обработки, растёт и кол-во импульсов короткого замыкания. Для задания подходящей величины SV обратите внимание на стабильность напряжение в межэлектродном зазоре: колебания должны составлять (2~3) В. Типичная величина параметра SV составляет (30~70)В.
9) Натяжение электрода-проволоки (WT): Доступно 20 ступеней (1~20) для регулировки натяжения электрода-проволоки, шаг составляет около 100г: от 300г до 1800г
10) Скорость размотки электрода-проволоки (WF): Доступно 20 ступеней (1~20) для регулировки скорости размотки электрода-проволоки, шаг составляет около 1м/мин, максимальная скорость – 20м/мин.
11) Расход диэлектрика при промывке (WA): Большей величине параметра WA соответствует больший расход диэлектрика. Доступно 8 ступеней (1~8).
(12) Процентная регулировка скорости подачи (FR): Задаёт величину в % от предустановленной скорости подачи, на которую она изменится. Диапазон составляет (1~300)%.
(13) Скорость подачи (F): Это базовая референсная величина скорости обработки. Реальная скорость зависит от таких параметров, как FR, SV и FT, SG. Диапазон (0.1~500)мм/мин.
(14) M90(G95)/M91(G94) (FT): FT задаёт режим обработки. Команды M90(G95) задают режим серво-контроля скорости подачи, а команды M91(G94) режим фиксированной максимальной скорости подачи. В режиме серво-контроля скорость обработки определяется параметрами F, SV и SG. В режиме фиксированной скорости подачи определяется параметрами F и SV. Но энергия разряда (ON/OFF/AON/AOFF) всё ещё определяет реальную скорость подачи.
(15) Усиление серво-привода (SG): Величина этого параметра определяет насколько чувствительно работает серво-контроль. Диапазон составляет 0.1~99.0 Типичная величина параметра SG — 1.0~35.0