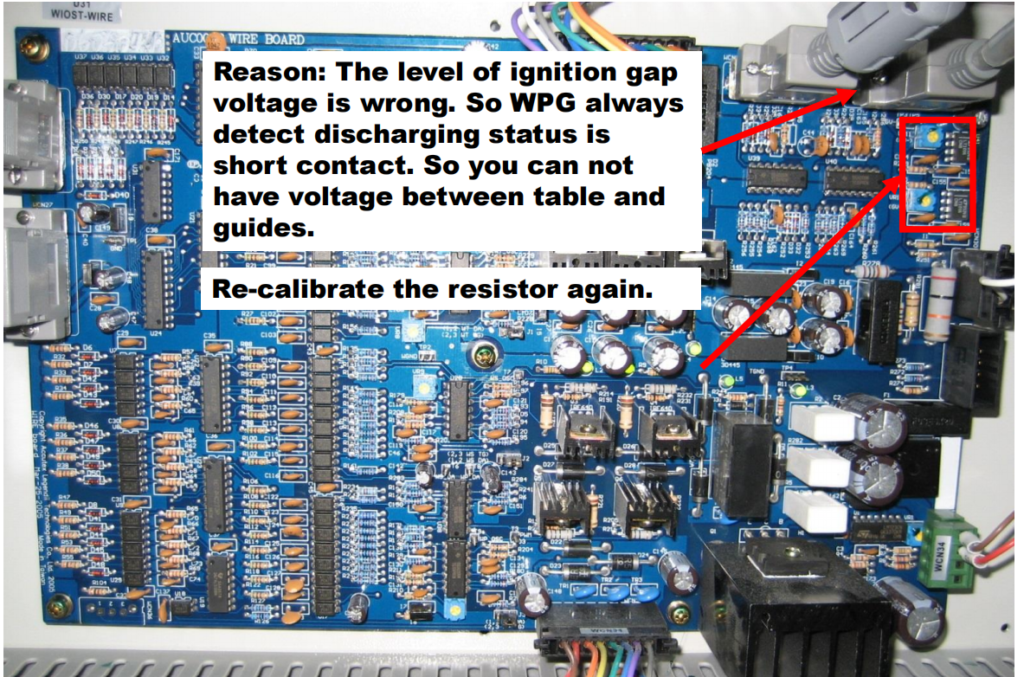
Поскольку электрическое сопротивление этих материалов достаточно высокое, обычное условие срабатывания зажигания искры не является достижимым. Напряжение на проволоке при касании заготовки может находится в районе 35-40 В. Для уверенного срабатывания зажигания следует скорректировать пороги компараторов так, чтобы сигнал об инициализации искры возникал в уверенной зоне детекции касания, а именно в диапазоне 50-55 В.
Методика коррекции подразумевает наличие лабораторного источника питания с выходным напряжением 50-55 В.
Инструкция по настройке находится тут.
Следует заметить, что иногда, в случае нарушения юстировки даных резисторов станок может вообще перестать «зажигать искру» даже при резке обычных металлов, указывая на ложное короткое замыкания между проволокой и заготовкой. Тогда следует их также откалибровать, но уже для обычного режима. Значение напряжения срабатывания для обычного режима будет уточняться.
Спасибо за внимание!