Среди 4-х документов, передаваемых вместе со станком заказчику, редко кто обращает внимание на сборник технологических таблиц, который обычно не переводится на русский язык.
Но ради двух 2-х страниц (15,16) стоит уделить внимание этому документу. В авторском переводе они выглядят так:
Некоторые причины:
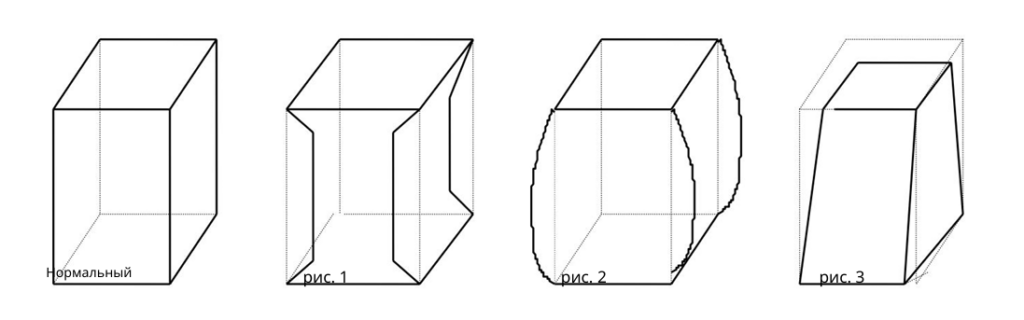
- Достаточно ли снижена скорость резания? Если параметры разряда ON и AON малы, то возможны подушкообразные искажения детали как на рис. 2
- Недостаточный поток струй диэлектрика (см. «инспекцию 1», статью 4.)
- Заниженная скорость подачи проволоки. Эффект искажения наиболее заметен при максимальных скоростях реза при максимальной мощности ввиду быстрого износа проволоки. В результате возникает искажение формы как на рис. 3
- Глубокий износ токоподвода приводит к искривлению положения проволоки, и, как следствие, к искажению как на рис. 3
- Стандарт прямолинейности компании LEGENDii: При средней скорости резания заготовки инструментальной стали высотой 50 мм и сечением 8 мм x 8 мм максимальное отклонение размера сечения на любой высоте не должно превышать 5 микрометров.
Метод повышения точности резки: (для модели пуансона)
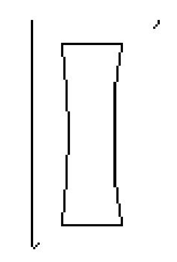
1. Подушкообразное искажение (истончение в средней части)
а. На втором проходе увеличьте скорость обработки.
b. На втором проходе уменьшите значение AOFF на 1~4 шага.
c. На втором проходе увеличьте значение OV на 1~3 шага.
d. На втором проходе уменьшите значение SV на 2–5 В.
e. На втором проходе увеличьте значение SG на 3–6 шагов.
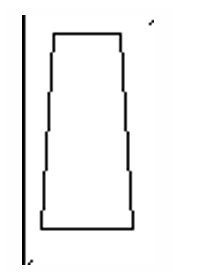
2. Истончение только в верхней части (трапециевидное искажение только в верхней части)

а. Для второго прохода установите режим реза как для первого.
b. Для всех проходов увеличьте подачу проволоки WF на 2-4 шага.
3. Истончение вверху, утолщение к низу (трапециевидное искажение в верхней и нижней частях)
a. Для всех проходов увеличьте подачу проволоки WF на 2-4 шага.
b. Для первого и второго прохода уменьшите offset на 2-7 мкм
4. Частичное истончение верхней части

a. Для 1-го и 2-го проходов уменьшите offset на 2-10 мкм.
6. Бочкообразное искажение
a. Для 2-го прохода уменьшите скорость реза.
b. Для 2-го прохода увеличьте параметр SV на 2~5 шагов.
с. Для 2-го прохода уменьшите значение AOFF на 1~3 шага.
С полным текстом оригинала документа также можно ознакомиться:
Дополнение к теме:
Спасибо за внимание!