Люфт, обычно обусловленный износом механизма Шарико Винтового Привода и/или его неверной настройкой можно скомпенсировать математическими свойствами ЧПУ при условии, что величина люфта не превышает 10-12 мкм. При бОльшей величине люфта требуется ремонт и/или настройка механизма.
Для станков серии AU это актуально по всем осям, а для станков серии AL ввиду применения линейных двигателей для осей XY, это менее актуально, но при активной конусной обработке будет важным по осям UV, где все также применяется ШВП.
Как определяется текущая люфтовая ошибка?
Индикатор часового типа жестко (!) закрепляется на верхней голове, а на рабочем столе надежно (!) закрепляется упор рабочей чистовой поверхностью перпендикулярно замеряемой оси. Индикатор подводится ручным управлением к упору на примерно половину измерительного рабочего диапазона. Затем поворотом шкалы устанавливается нулевое значение по стрелке:

Последовательным движением по оси в ручном управлении с возвратом прежнюю нулевую точку получают результат замера люфтовой ошибки по индикатору.
К примеру, после возврата механизм не доехал 5 мкм из-за наличия в нем нескомпенсированного люфта этой величины.
Следовательно, к уже установленной величине компенсации следует добавить 5 мкм.
Где храняться эти параметры и как их найти?
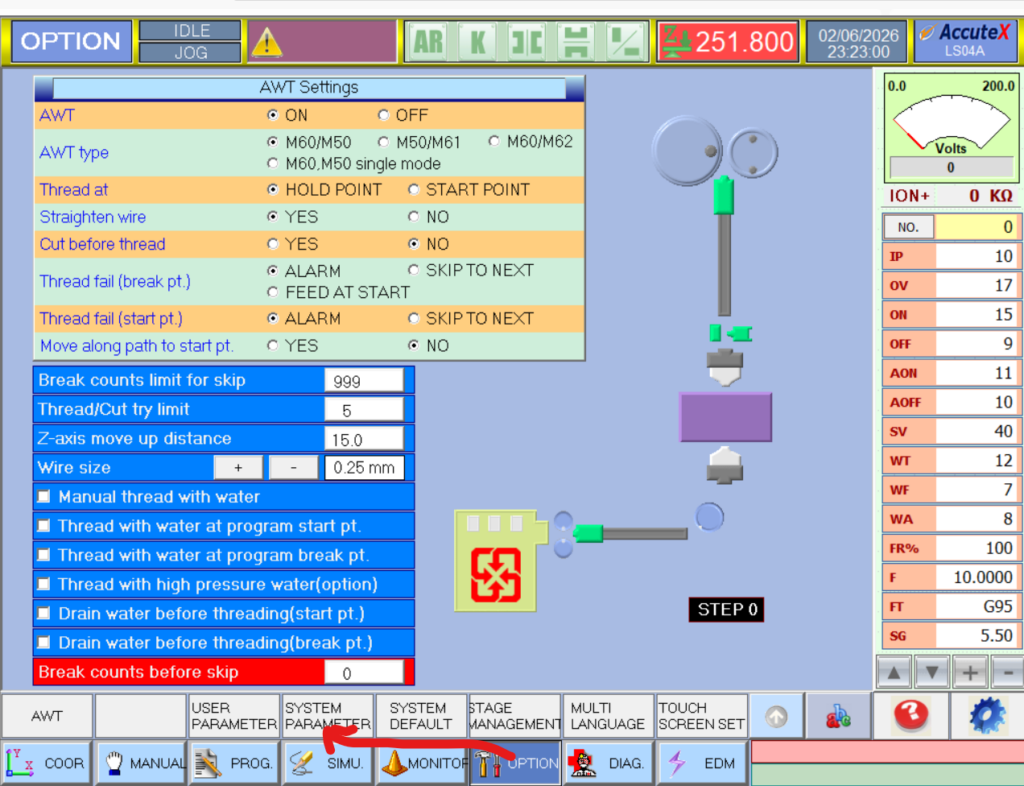
Следует зайти в пункт «Опции» -> «Системные параметры»:
Затем выбрать 3-ю группу:
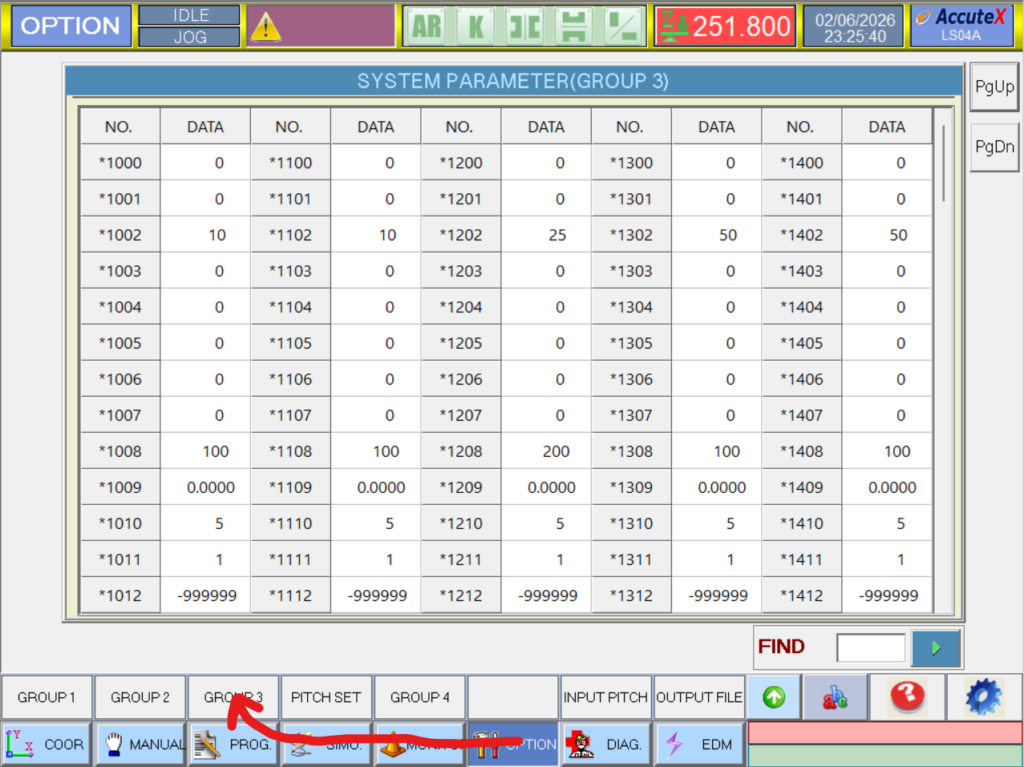
Текущие значения компенсации люфтов по осям хранятся в следующих ячейках (Ось -> Ячейка):
X -> 1009
Y -> 1109
Z -> 1209
U -> 1309
V -> 1409
Формат числа в микрометрах, разделитель — точка.
Следует учесть, что при длительной эксплуатации станка серии AU с обработкой однотипных деталей на одном и том же участке рабочего стола износ ШВП будет выше именно в этом месте. Неравномерный люфт скомпенсировать в такой ситуации во всем диапазоне рабочего стола идеально не получится.