Как известно, автообрезка не просто обрезает проволоку как-нибудь, но делает это так, чтобы потом проволока могла быть заправлена в автоматическом или ручном режиме без осложнений.
Для этого перед обрезкой станок выпрямляет и отжигает участок проволоки, чтобы она была прямой и могла бесперепятственно точно попадать в нижнюю фильеру.
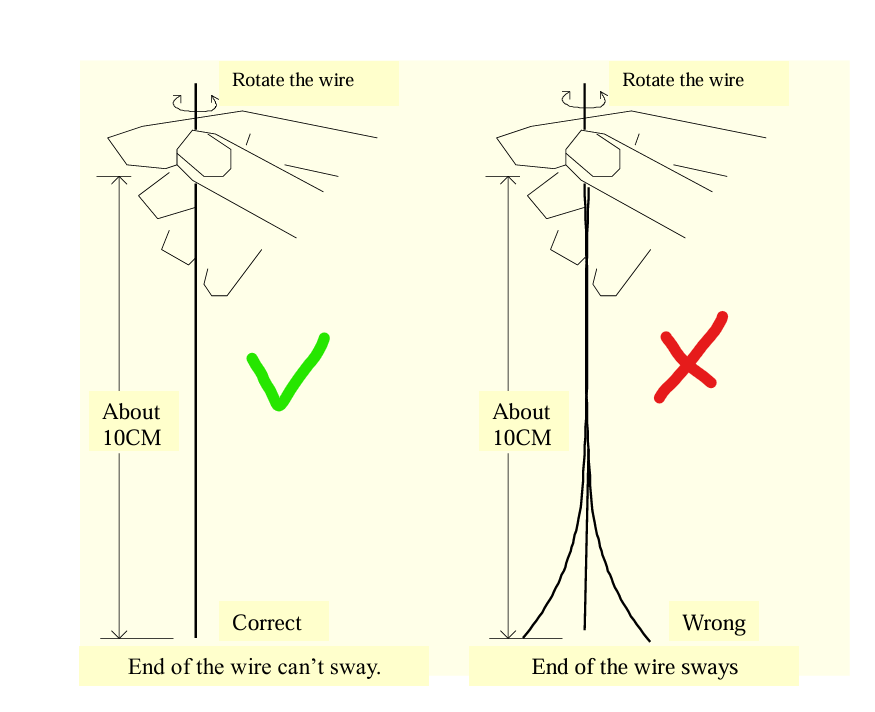
Вы можете проверить качество отжига-выпрямления простым тестом. После автообрезки выпустите участок проволоки, возьмите ее на расстоянии 10 см от окончания двумя пальцами и повращайте.
Правильно отоженная проволока должна дать результат как на левой части рисунка:
На одом из новых станков процесс отжига работал некорректно из-за запоздалого подвода контакта к верхнему электропроводящему ролику. Контакт касался ролика тогда, когда уже напряжение отжига было подано, в итоге при касании мы наблюдаем искру, чего быть не должно:
Причина данной неполадки оказалась в некорректном подключении пневматических трубок №7 и №8, они были перепутаны местами. В итоге подача воздуха охлаждения проволоки через дроссель шла не по назначению — на пневмошток контакта.
Помимо неверного, запоздалого, недостаточного отжига, как следствие, автообрезка также выполнялась некорректно. Кончик проволоки получался заостренно-вытянутым, как игла:

Таким острым кончиком проволока постоянно цеплялась в участке нижнего токоподвода на грани касания токоподводящей щетки и ее направляющей.
Для устранения зацепа была изготовлена дополнительная втулка-направляющая под нижнюю фильеру, которая показала себя с наилучшей стороны. Даже заостренная проволока проходила автозаправку вполне успешно:

Но после решения вопроса с отжигом все вернулось в норму, автозаправка стала работать как часы уже без дополнительной втулки-направляющей. А кончик проволоки после автообрезки стал похожим на овальный нос пули, таким, как ему и положено быть:

В качестве памятки ссылка на AWT MAINTENANCE MANUAL
Спасибо за внимание!